Casting Recap
Barrel Alignment
Barrel Exterior
But Weight, There's More
Barrel Liner
Completion and Test Fire
Problem 1: Jamming
Problem 2: Sight Alignment
Problem 3: Unscrewing Barrel
Finishing Up
Conclusion
Appendix 1: Optic
More articles
Precap
Can one provide a recap of something that hasn't happened yet? Evidently it's possible because you're reading it. The process of machinging a FAL casting takes an entire article, so it won't be covered in detail here; I'll add a link to that article when it's complete. In the mean time, this section will provide some highlights of the process, especially as it pertained to the end goal of an extra-heavy dedicated .22.
In fact, building a heavy rimfire FAL was the only thing that made machining a casting appealing. I wanted the rifle extra-heavy, so all lightening cuts could be omitted. (They're more about aesthetics than weight, anyway.) Since the finished receiver would only be used as a blowback action, no heat treating would be required and the locking shoulder hole could be omitted.
Similarly, the location of the gas tube nut didn't matter much, seeing as how there was no gas system. Boring and threading the gas tube nut hole wasn't even necessary; I only did it for cosmetic and weight-enhancing purposes.
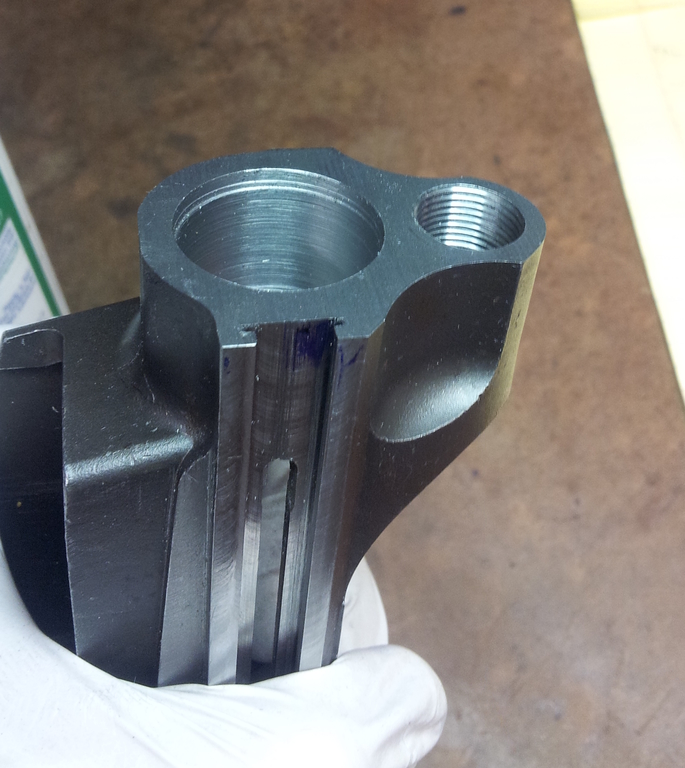
Just for looks.
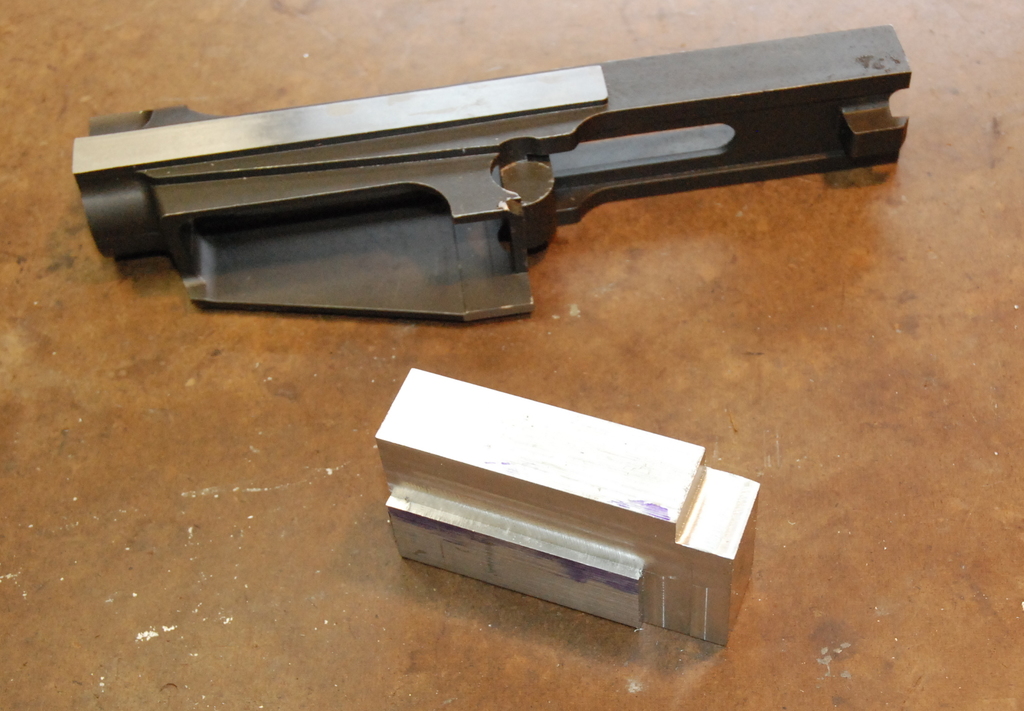
The feed ramps constituted a very tricky operation, but those were rendered moot by dint of using a chamber insert. I was still capable of screwing up feeding, as it turned out, but doing so at least required an entirely different approach.

In fact, forget about the feed ramps entirely.
That being said, several areas of the receiver required replicating actual .308 receiver dimensions. The .22 kit was designed to be used in an in-spec FAL receiver, so it expected rails, grooves, charging handle, and interior dimensions to be in the right place.


And unless I wanted to make my own dust cover or scope mount, the dust cover slots and receiver top would have to match as well.
Naturally, a lower receiver had to work with the casting, so all the areas vital to that interaction also required at least a modicum of dimensional correctness.


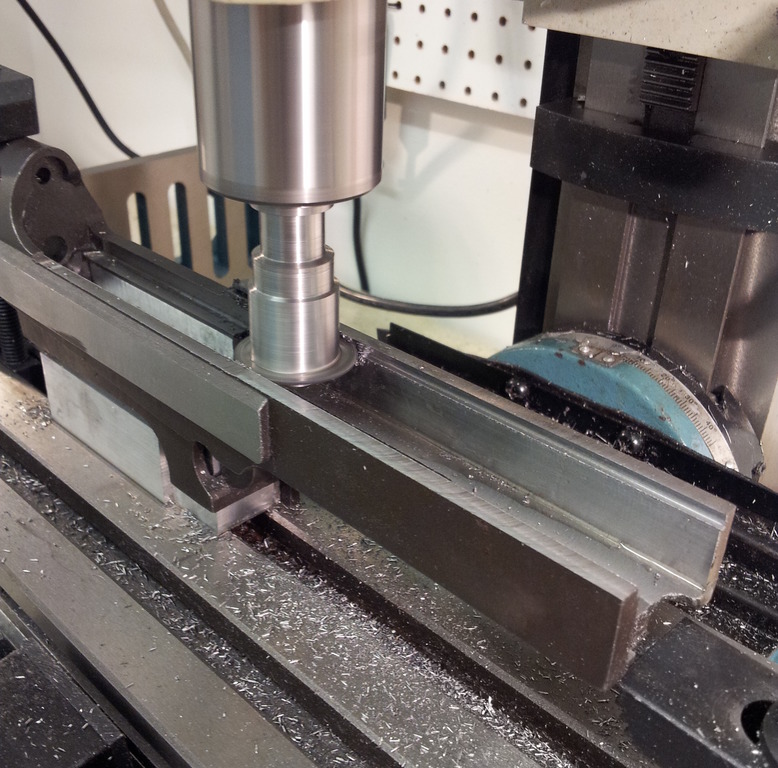
The amount of time and effort required to bring the casting to the point that it worked with a .22 kit was insane. My benchtop milling machine was quite literally stretched to the furthest reaches of its capacity: Several operations required disconnecting the air spring and manually lifting the head. Fortunately, by this time I had a lathe and was able to make some tools, without which the entire endeavor would have been in vain--or at least far more expensive.



Going to all that work had two unexpected benefits. First, my fixturing and machining skills improved a great deal over the course of machining the receiver, to say nothing of the ability to bear frustration.
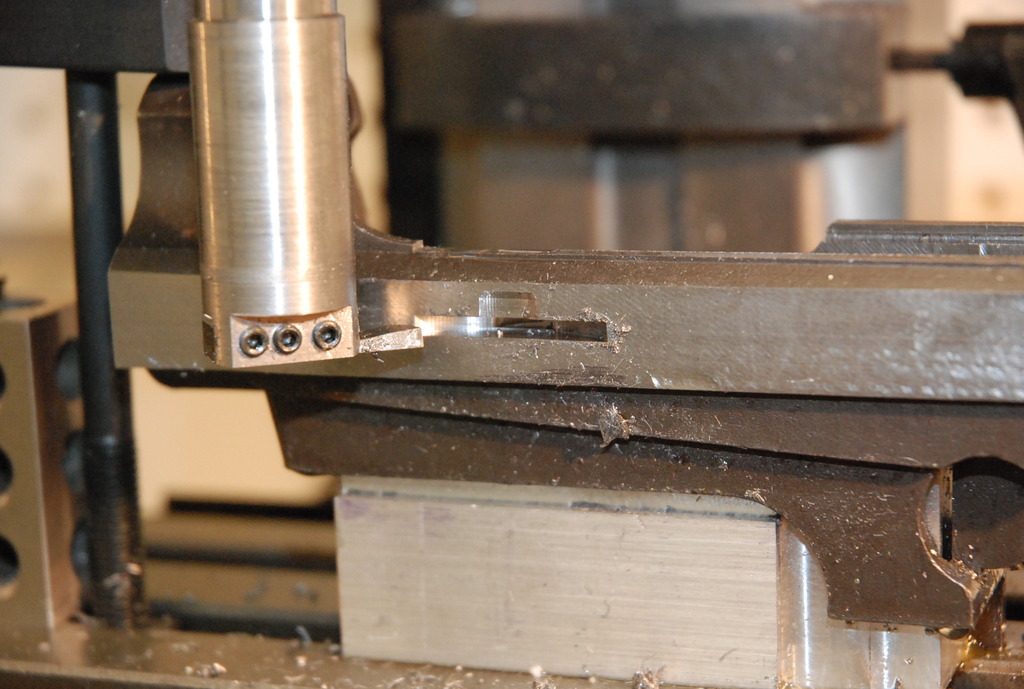
Secondly, machining a receiver specifically for a .22 kit made it possible to customize the receiver for the kit. I was able to position the ejector block specifically to ensure solid magazine lockup and the correct angle.

When the magazines turned out to be a little on the wide side and had problems fitting into some receivers, I had no qualms about just widening the magwell.

To the best of my knowledge, the resulting product is the first FAL receiver home-machined specifically for the purpose of containing a .22 kit. It's a niche accomplishment, but I'll take it.
Having just fast-forwarded past tons of fascinating and/or boring machining details, we can now get back to building a .22 FAL using the more or less finished receiver, and discover how various mistakes I made while machining the casting would come back to haunt me.
email: hidi.projects at gmail.com